


Pulping Facilities Positioned to be a Key Player to Help Close the Gap in Asia’s Reliance on “Smart Fertilizer” Imports

Pulping Facilities Positioned to be a Key Player to Help Close the Gap in Asia’s Reliance on “Smart Fertilizer” Imports
By: Michael Begley; Senior Process Design Engineer and Carlos M. Zabaleta; Senior Sales Manager
Companies are turning to advanced evaporation and crystallization technologies to produce sop (sulfate of potash) from chemical recovery loops.
Pulping facilities may have a leading role in solving a critical supply-chain challenge—Sulfate of Potash (SOP) fertilizer production. What is SOP, and what is Asia’s SOP challenge? SOP or Sulfate of Potash (K2SO4) is a high quality potassium-based fertilizer with extremely low chlorides. It provides nutrients (potassium and sulfate) that help crops increase resistance to disease and pests, as well as improves tolerances to hot and cold temperatures, enhances product quality, and increases yield. Because of these results, many consider SOP a ‘smart fertilizer,’ and even rely on SOP as a “go-to” for advanced agricultural production methods, like hydroponics or vertical farming.
As for Asia’s SOP challenge, the region’s current production level of SOP is lower than the total demand, requiring significant amounts of SOP to be imported. In looking at China specifically, the total production of SOP was 7 million metric tons in 20221. As for its usage, China spread well over 10 million metric tons of the high-value fertilizer, forcing the country to source 30% of its total SOP needs to meet its consumption2. This demand will further increase in the coming years as population growth rates continue upward, requiring agriculture production to meet this demand. To overcome this challenge, many are looking to close all the loops within the “circular economy” through advanced sustainability projects. Many pulp and paper producers have the potential to lead the way in sustainable initiatives related to SOP byproduct production if they look for innovations that help transform their operations to not only be optimized, but to be sustainably minded as well.
Sustainability and Operational Excellence—Creating a Win-Win
The increased focus on sustainability and the “circular economy” is causing increased social, political, and regulatory pressures on companies from every industrial sector. This is felt more intensely by forest-based product manufacturers who are traditionally large consumers of natural resources, such as wood feedstock, water, and energy. As a result, pulping companies are continually looking to uncover opportunities to meet aggressive corporate ESG (environmental, sustainability, and governance) targets.
This has caused mills to scrutinize their processes and uncover opportunities in non-traditional places within their facilities for environmental and operational efficiencies. Optimizations that are “sustainable” in nature can receive increased positive perception by management personnel if the investments can simultaneously support the organization by reducing operational costs. More so, if these CAPEX projects result in new revenue streams through the selling of valuable byproducts, such initiatives can gain significant momentum to receive management approval.

Uncovering Opportunity from the Ashes
Modern pulping facilities are a series of advanced closed-loop processes and equipment that have been engineered to continuously reduce and reuse water, energy, and chemical resources. However, one area that is receiving renewed attention and investment within a pulping plant is the facility’s boiler ash treatment and chemical recovery loop.
For decades, pulp mills have focused on optimizing the ash treatment loop, mainly looking to remove non-process elements (NPEs), such as chloride and potassium that accumulate and concentrate within the ashes. The main purpose of these enhancements was to reduce the potential for equipment corrosion and fouling within the recovery boiler, while being able to recapture sodium and soda ash that can be reused. Veolia Water Technologies was at the forefront by helping mills with this challenge. This resulted in the invention of CRP (Chloride Removal Process) in 1995, which used advanced crystallization technology to remove chlorides and recover soda for reuse. These systems are able to remove chlorides at >95% and potassium at 60-90%, while recovering sodium, sulfate, and carbonate by up to 80-90%. Companies who integrated CRP crystallization technology into the ash treatment process found tremendous benefit through extending the life of boiler equipment and significantly reducing chemical consumption costs.
For decades, conventional CRP systems have displayed a consistent track record at pulp mills. In many cases these systems have a very short payback of approximately 1-3 years. However, there is still a significant opportunity for companies who would like to take sustainability and optimization to the next level. With an additional crystallization step within the ash treatment and chemical recovery loop, mills are able to supercharge NPE removal, while producing valuable chemical byproducts, including desirable fertilizer-grade SOP.
Taking Ash Treatment to the Next Level
As the waste stream from this process gets processed, contaminants become concentrated and need to be managed. As discussed, the conventional CRP crystallization process has the main purpose to maximize chloride removal and minimize soda losses. Potassium removal levels still remain in the 60-90% range and improving potassium removal requires higher losses of sodium salts. Potassium enters the process naturally from the wood feedstock and becomes concentrated during the pulping process. The level of potassium varies depending on the species of wood being pulped and the chemical additives used and become concentrated within the chemical recovery loop. As a result, a secondary process added to the conventional first stage CRP process can be installed to target potassium removal, while further increasing sodium recovery rates.
This secondary crystallization stage which Veolia invented is called the HPD® ECRP or “Enhanced Chloride Removal Process.” It is this added second stage crystallization process that allows for increased performance within the chemical recovery loop and is the technology that is able to produce the highly valuable SOP as a byproduct.
Understanding the Enhanced Chloride Removal Process
How does the ECRP process work? The Enhanced Chloride Removal Process is a specialized add-on process that will remove contaminants and recover vital process chemicals. In many cases, the process is designed to utilize energy from other core utility processes (See Typical ECRP™ flow diagram).
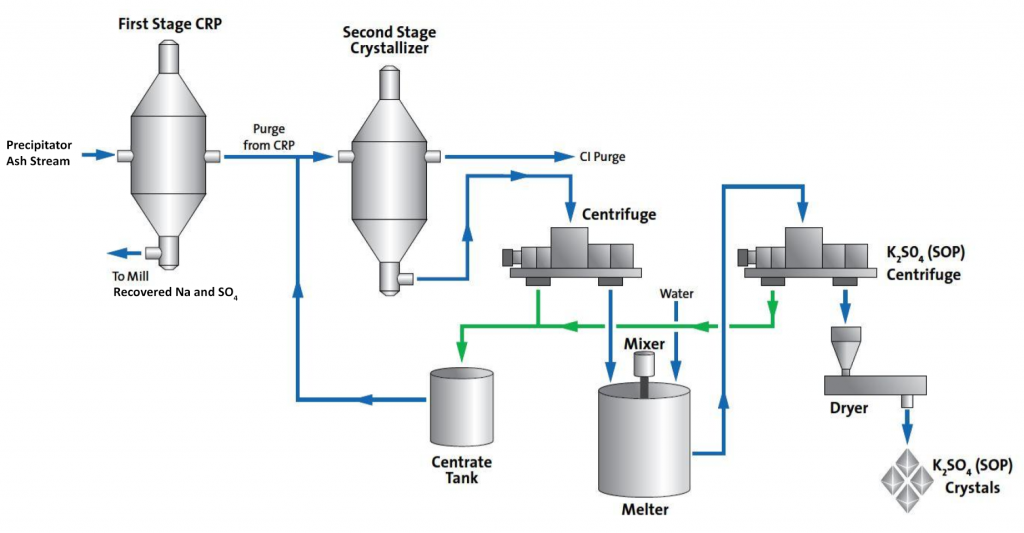
After the first crystallization stage the concentrate, which includes sodium salts such as sodium sulfate, burkeite (2Na2SO4·Na2CO3) and sodium carbonate are crystallized and return to the recovery cycle. Purge from this first stage is then sent to the second stage ECRP crystallizer, which is an adiabatic flash
crystallizer unit operating at lower temperature. Because it operates at a lower temperature, it is able to crystallize potassium as glaserite, taking advantage of the reduced glaserite solubility.
Then crystallized glaserite crystals are dewatered in a centrifuge for further processing. After the centrifuge, the glaserite crystals are sent to a melter. In the melter, water is added for selective dissolution of the sodium sulfate from the glaserite, leaving purified potassium sulfate in the solid phase. The potassium sulfate may then be centrifuged and dried to produce a high purity, market-ready SOP crystals.
Depending on the mill size and production processes, the capacity to produce up to 1,500 kg of SOP per hour. With SOP market price that is over 5,000 Yuan (USD744), it is not hard to see the financial benefits of a capital investment to recover potassium and produce SOP3.
Closing the Gap and the Loop
Though the gap between SOP production and output within Asia is expansive and additional supply chain innovations related to this commodity are needed, the cumulative efforts of pulping facilities can greatly contribute to solving this challenge in a very sustainable manner.

Companies can close the gap with SOP production in a very local way. Pulping companies or their tree suppliers who manage forest resources are more than likely purchasing large amounts of fertilizer to improve forest growth rates and quality. Therefore the SOP produced onsite at a pulp mill can be returned directly to the forest. This increases the productivity of the forest, which reduces the total acres of land needed for trees.
As an alternative to using SOP for forest fertilization, it can be sold regionally for agricultural purposes. With Asia being a net importer of SOP, having additional production streams of this valuable commodity helps the region close the gap to reduce the dependence on internationally sourced SOP. Having a reliable supply of high-quality fertilizer, such as SOP, also contributes to the reduction of food scarcity by increasing crop yield and quality.

Additionally, by increasing output through alternative and byproduct production, tertiary environmental impacts can also be found. Reduced carbon footprint as a result of the reduced energy needs and emissions from shorter shipping of SOP, when compared to shipping from international sources.
It is shown that pulp and paper companies that invest within optimizing the chemical recovery loop with advanced technologies that produce SOP are rewarded in multiple facets. Improved operational efficiency and increased plant profitability are two areas that help management to consider investment in this area; however, the greater benefit may be on the environmental side. Companies who initiate sustainable crystallization projects can be active participants in positively shaping the future.
About Veolia Water Technologies
Veolia Water Technologies provides the global pulp and paper industry with processing systems, digital solutions and lifecycle services that reconcile industrial productivity and the protection of the ecosystem. Veolia designs and supplies HPD® evaporation and crystallization technologies to boost the black liquor concentration and precipitator ash chemical recovery processes. Veolia also develops testing and piloting work to enhance economic viability, optimize thermal separation, reduce technical risks, and improve the sustainability of renewable fiber production. To learn more, visit veoliawatertech.com
References
- Potash Facts. Government of Canada. Feb 2022.
- Consumption of potash fertilizer worldwide in 2019, by country. Statista. Jun 2022.
- Market Price & Insight Potassium Sulfate China Domestic Price. eChemi. July 2022.
